

どうも、YuTR0Nです。
先日発表されたK1C!
今回はCreality社よりいただいてのレビューとなります!!
※本記事内のリンクを経由して商品やサービスを購入していただくと売上の一部が当ブログに還元されます!
▼箱だしでの印刷


(使用フィラメントはCreality Hyper PLA-CF)
まずは総合的な評価としては
K1/K1 Maxで話題になった個所をアップグレードしたマシン
ただし大量生産をしている構造上変えられないところはそのままの構造なのかと思います。今からK1を検討している人はK1Cの購入をおすすめします。
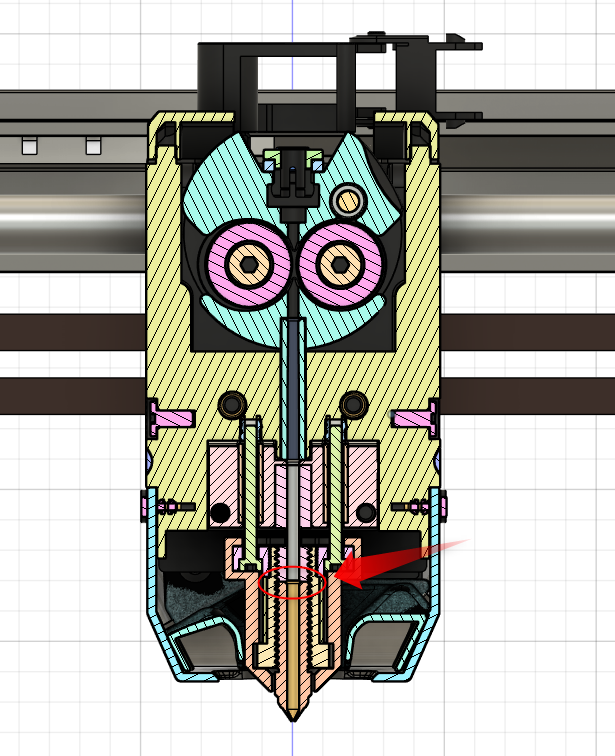
Unicorn Nozzleは何がいい…?
この方式のノズルは新しいわけではないですが少なくとも個人向けプリンタはノズルのみのものが多いですが、Unicorn Nozzleは通常Heat Breakなどと呼んでいる部品がノズルと一体化していると考えて良いでしょう。
締め忘れなどでフィラメントが漏れてくるのはヒートブレイクとノズルの隙間(画像で赤矢印で示した箇所)です。
またなんといっても常温のままでノズルを外せるのが便利です。メンテナンスの度にノズルをあっためて取り外して、取り付けの際は温めて増し締め…という作業をしなくても漏れることがありません。
▼有志が作ったK1モデルにUnicron Nozzleを置いて比較してみた図
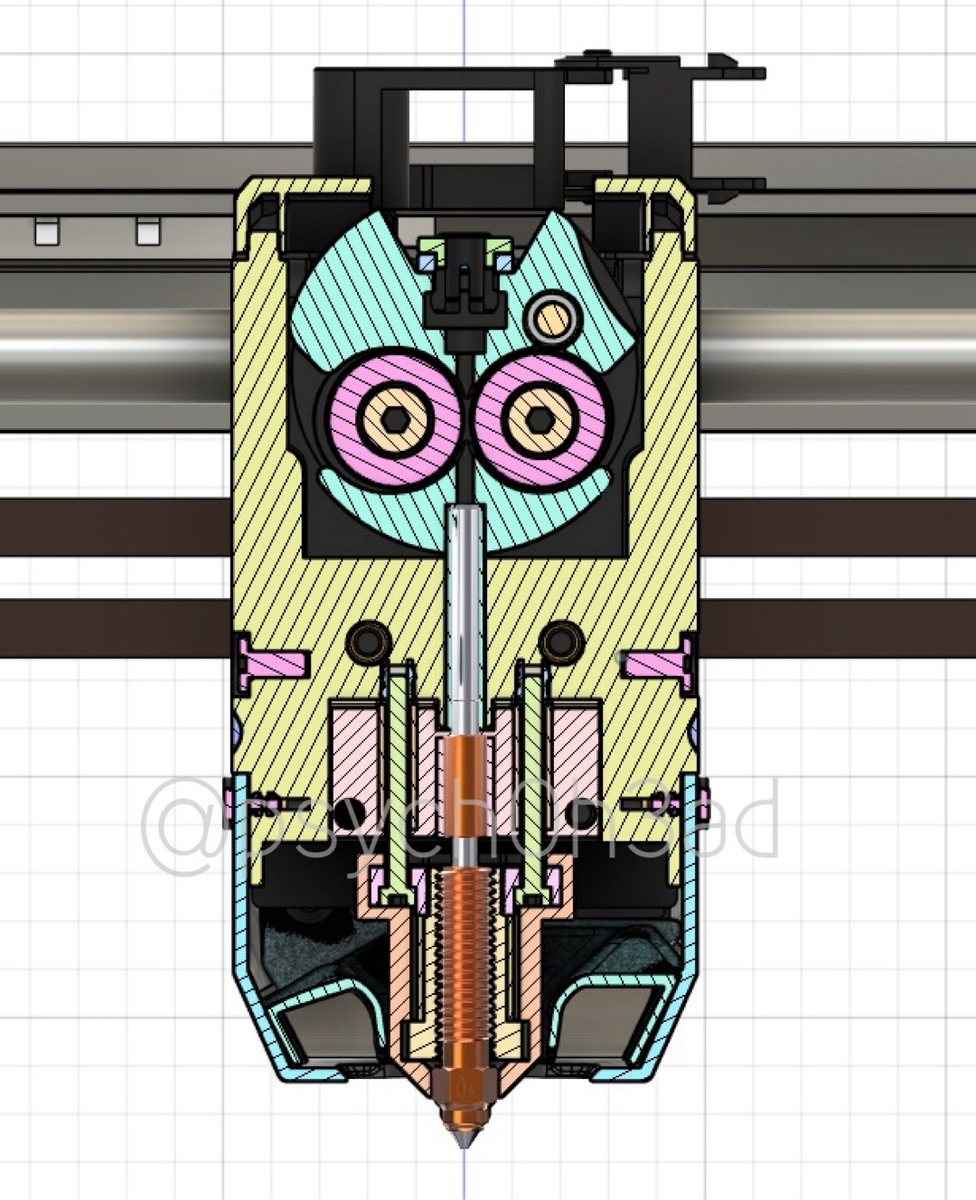
Creality K1 CAD Model by Henlor – MakerWorld
またそれ以外にもカーボン系のフィラメントをある程度使っていればノズルはもちろん摩耗しますがそれ以外の経路も摩耗します。それを考えるとヒートブレイクのあたりを丸ごと交換するというのは良いですね。ノズルよりは摩耗する量は少ないのでここは一長一短なところはありますが交換は明らかに楽です。
取り付け、取り外しの際はヒータをレンチで固定しつつ付属のノズルを外す用のソケットで回します。

エクストルーダーの影響を無視してテストしたかったのでOrbiter V2とほぼ同等の構成のCyclopes Extruderを使用しつつSUNLUのMeta PLAにてテスト。謳われている30mm^3/sで印刷できることを確認しました。

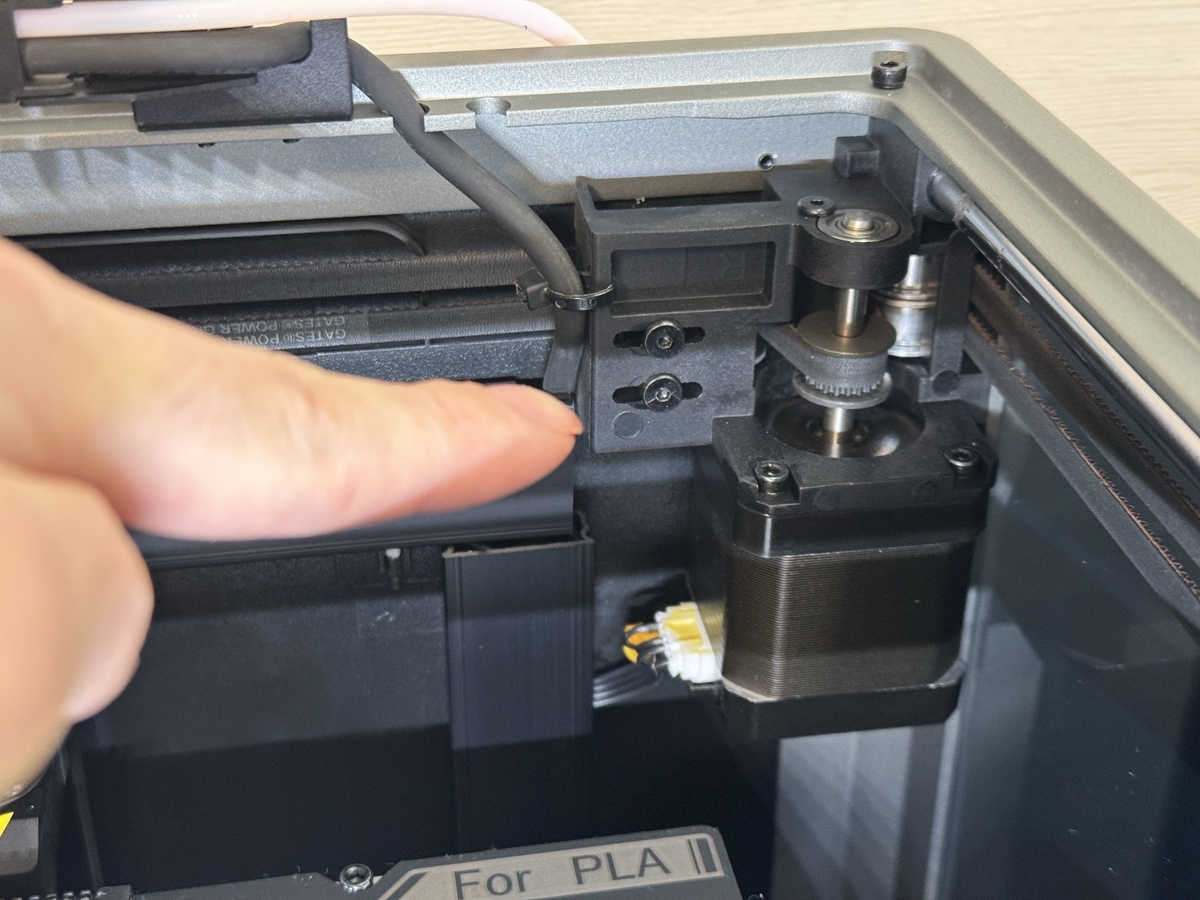
XYモータープーリー
以前と違い小径の20Tほどのプーリへと変更されています。リンギングの原因と言われていた箇所ですね。(表面の波打模様のこと)

ベッドにシリコンワイパー
K1Cからはビルドプレートにシリコンワイパーが追加されました。本体のベッドについていてもいいかなとは一瞬思いましたが結局ワイパーも消耗品なのでプレート側についているほうが理にかなっていますね。

ファンガード追加
安全対策UP箇所ですね。

カメラ標準搭載
最初からカメラが搭載されています。

冷却ファン
印刷パラメータを調整した後にオーバーハングテストをしてみた結果です。フィラメントを放置してたので細かい糸引きはご容赦を。70度のあたりでも非常に綺麗に印刷できているので冷却力は十分に思えます。


以前はHXRのEFC-04D 24H (0.3A)でしたがK1Cでは
新しくCHT4024BY-W20C(0.3A)と背面にも穴が空いてる形状のファンへ変更されていました。



Hyper PLA-CFでの印刷。カーボン入りフィラメントは強度アップに使われることもありますが外観としても非常に綺麗に見えるのでおすすめです。


JACKPOTゲームの箱部分はK1C、ブロックはマルチカラーでぱっと作りたかったのでX1Cにて。

購入
Creality公式サイトより購入可能です。

調整編
まずは公式のGitHubを参考にRoot化。Root化といってもAndroidやiPhone、ゲーム機などでよく聞くものとは程度が違います。
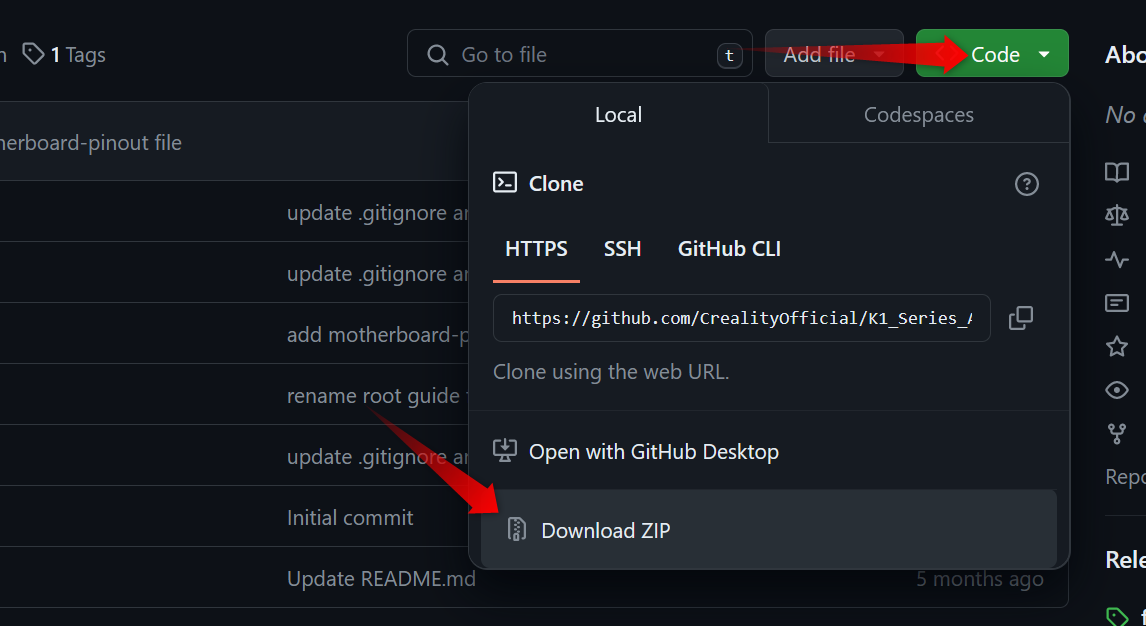
公式githubへアクセスしてCodeボタンからダウンロード!
こちらのフォルダーをUSBにコピー。
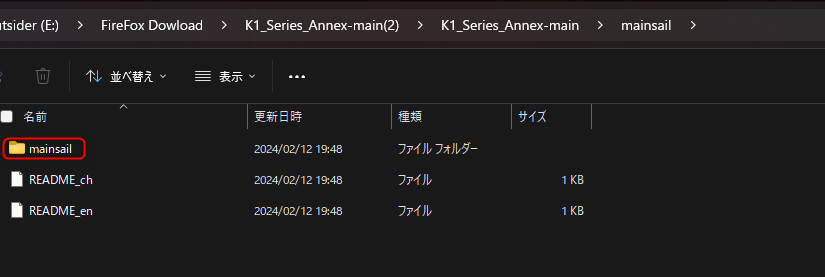
TeraTermやPuttyなどを使ってSSH。
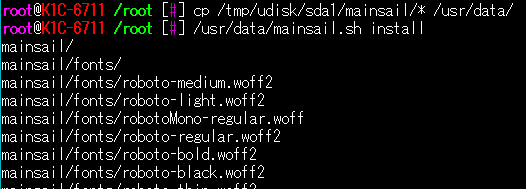
cp /tmp/udisk/sda1/mainsail/* /usr/data/
/usr/data/mainsail.sh install
fluiddは4408ですがMainsailの場合はIPアドレスの後に:4409でアクセスできます
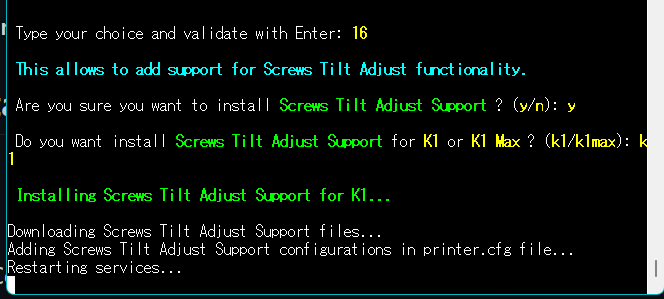
▼実際コマンド入れている画面
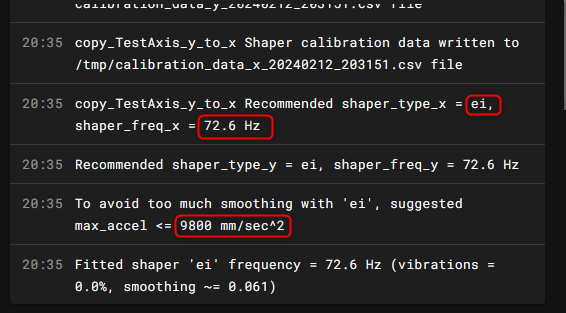
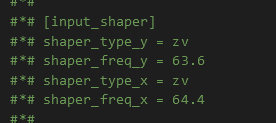
aim6macさんので紹介されてた方法でInput shaperを再測定
[gcode_macro INPUT_SHAPPER_X]
description: Measure X axis resonances
gcode:
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0
SET_FILAMENT_SENSOR SENSOR=filament_sensor_2 ENABLE=0
G90
G28
{% set POSITION_X = printer.configfile.settings['stepper_x'].position_max/2 %}
{% set POSITION_Y = printer.configfile.settings['stepper_y'].position_max/2 %}
G1 X{POSITION_X} Y{POSITION_Y} F6000
G1 Z10 F600
SHAPER_CALIBRATE AXIS=X
SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=1
SET_FILAMENT_SENSOR SENSOR=filament_sensor_2 ENABLE=1
SAVE_CONFIG[gcode_macro INPUT_SHAPPER_Y]
description: Measure Y axis resonances gcode: SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=0 SET_FILAMENT_SENSOR SENSOR=filament_sensor_2 ENABLE=0 G90 G28 {% set POSITION_X = printer.configfile.settings[‘stepper_x’].position_max/2 %} {% set POSITION_Y = printer.configfile.settings[‘stepper_y’].position_max/2 %} G1 X{POSITION_X} Y{POSITION_Y} F6000 G1 Z10 F600 SHAPER_CALIBRATE AXIS=Y SET_FILAMENT_SENSOR SENSOR=filament_sensor ENABLE=1 SET_FILAMENT_SENSOR SENSOR=filament_sensor_2 ENABLE=1 SAVE_CONFIG
[gcode_macro PID_BED]
description: Start Bed PID gcode: G90 G28 M106 PID_CALIBRATE HEATER=heater_bed TARGET={params.TEMP|default(70)} M107 SAVE_CONFIG
[gcode_macro PID_HOTEND]
description: Start Hotend PID gcode: G90 G28 M106 PID_CALIBRATE HEATER=extruder TARGET={params.TEMP|default(250)} M107 SAVE_CONFIG
こちらが測定前(初期の自動キャリブレーション結果)
いやぁそれでもまだひどいですね。
それもそう、まずはそもそもメカ的な調整が終わっていませんでした。
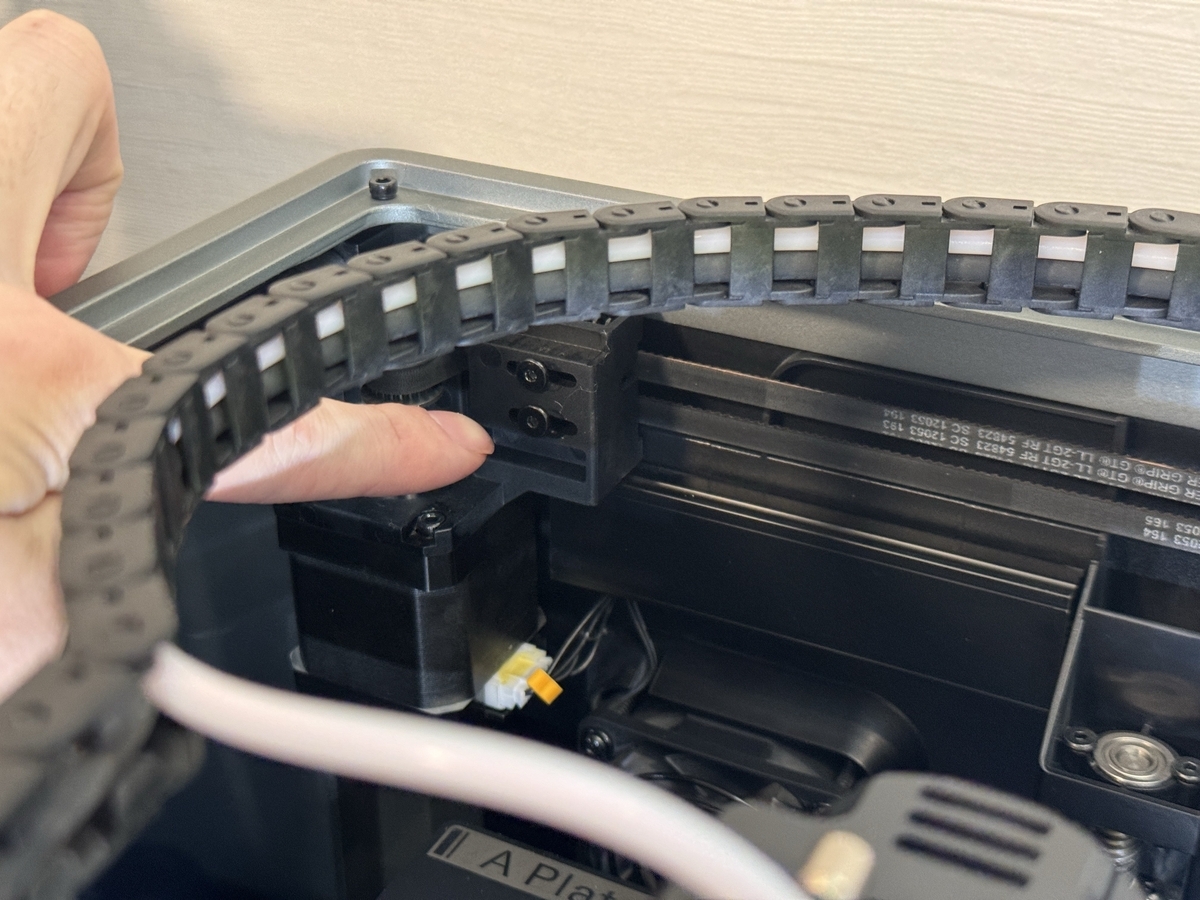
手順にはありませんが左ないし右の片側ずつテンショナーを固定している2本のネジをゆるめてください。そうすることでテンショナー内にあるばねが適切(?)なテンションに引っ張ってくれる(それぞれ外側にばねで押されます)という構造です。
- 2本のネジを緩める
- テンショナーが勝手にばねの張力で外側へ動く
- ネジを締める
- もう片側で同じ作業
じゃじゃん!!一番良いzvシェーパーに!
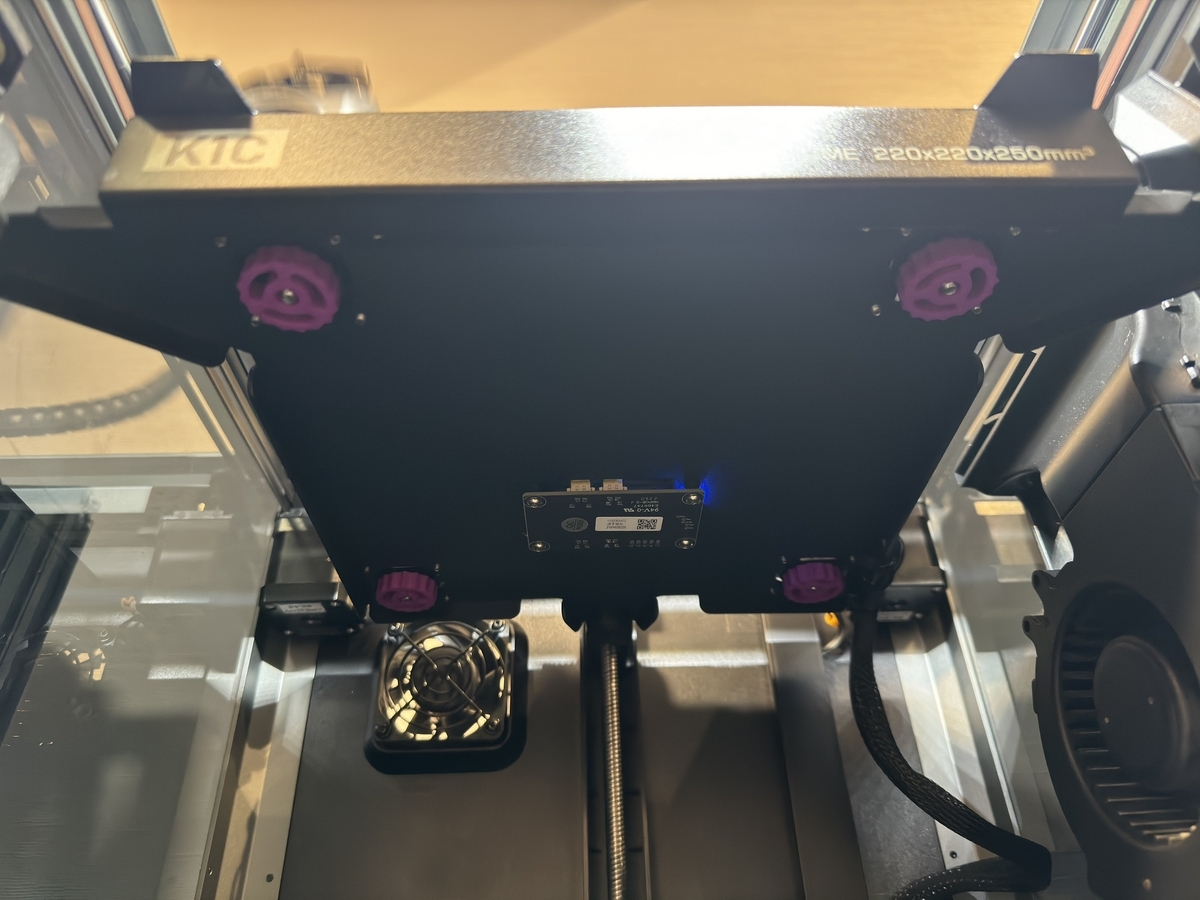
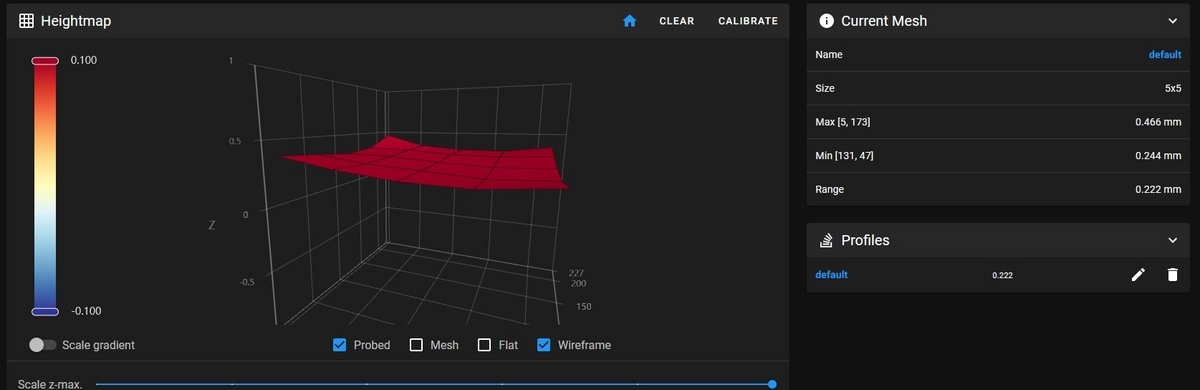
ベッドのメッシュレベリング結果
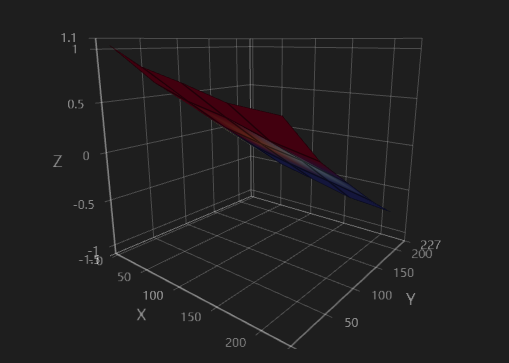
この測定結果から察するにプレート自体はまっすぐなものの取り付けのベースに対して平行についていないだろうということで修正しました。
まずはこちらを導入。
https://github.com/Guilouz/Creality-Helper-Script-Wiki
ヒーターが搭載されている板とセンサーが搭載されている板の間は9.95mmくらいの六角柱が上下からねじ止め(上からはM4六角穴付き皿、下からはM4六角穴付きボタン)されているので25mmのM4六角穴付き皿ボルトを購入して家にあったシリコンスペーサーをカット&ナイロンワッシャーで大体11mmくらいに高さ合わせをして六角柱の代わりに使い、下からはPrintablesのデータを使ったもので固定しました。締めこむことを考えるとスペーサーの高さは12mmくらいのほうが良かったかもしれません。
Mod:
https://www.printables.com/model/602758-bed-tram-leveling-knobs-for-the-creality-k1-k1-max
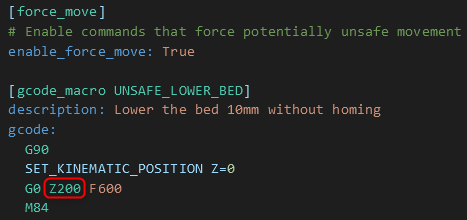
配線を切らないように注意してください。最後にスペーサーを付ける作業はベッドを90度開いた状態が楽ですが、六角柱など外す作業を終えた後はレベリングがそもそもできない状態なのでZ軸を下げることは通常はできません。もしホーミングせず強引に下げたい場合は下記マクロを参考にしてください。[force_move]も追加する必要があります。現状の高さを0としてそこから下げるというマクロなので当然ですが既にベッドが半分くらいの高さで作業しているのに私のマクロ同様で200mm下げるとプリンターが壊れます。自己責任でお願いします。
▼Z200が200mm下げるという意味です。
調整後の様子。
ベッドの調整が必要かどうかは
大きなものを造形することがありなおかつベッドの傾きが0.5mm以上
と言った基準で試してみると良いかもしれません。
他社の最近のマシンも見てみたいところですがClosedなソフトを使っているので実際物理的にどの程度平行なのか確認できません。
ただ機構としてはどのマシンもZモーター1個を使って3軸全部動かしているはずなので初期状態で物理的に自動修正はできないはずです。その点はK1Cと同じです。
同価格帯の他のマシンと比較する点があるとすればやはりコミュニティの大きさ故MODであったり本体の採寸データが続々と出てくるのでメンテナンスや改造の難易度が低いところ、またRoot化は前提ですが中にアクセスできるところが良いですね。








コメント